* 对于 3 轴机床*
使用 Rocklock 设置实现夹具和编程的标准化。
显示 Haas 控制面板示例 [G154]
[ 1 ]
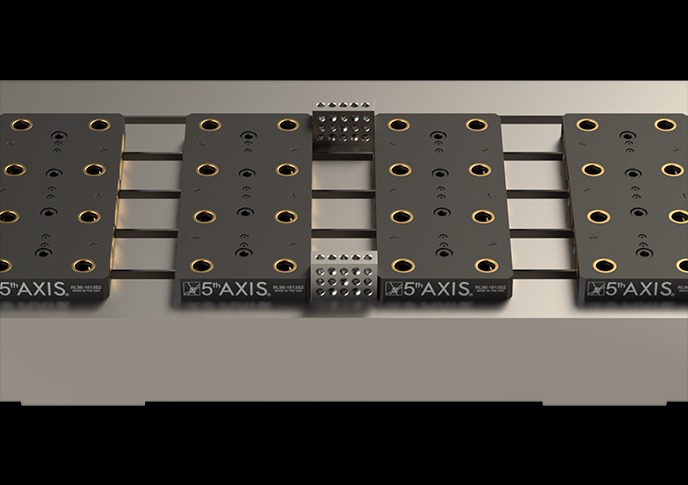
安装 RockLock 板。
安装 RockLock 板。
从空的机床工作台开始,为您的特定工作台安装 5th Axis 3613S 板。
板彼此的间隔为 3″ (76.2mm)。 首先使用木槌对齐并拉直板。
板彼此的间隔为 3″ (76.2mm)。 首先使用木槌对齐并拉直板。
[ 2 ]
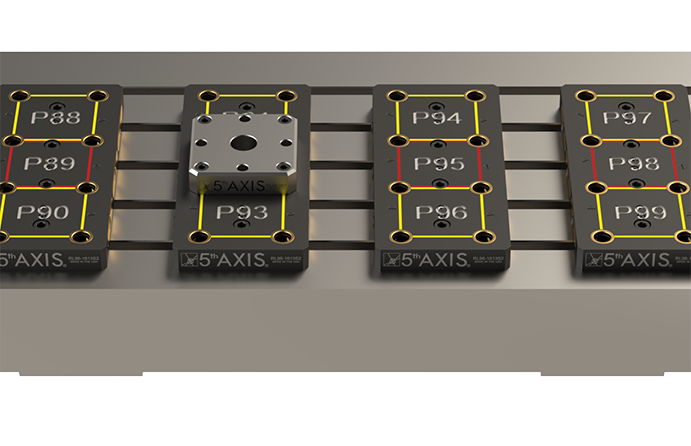
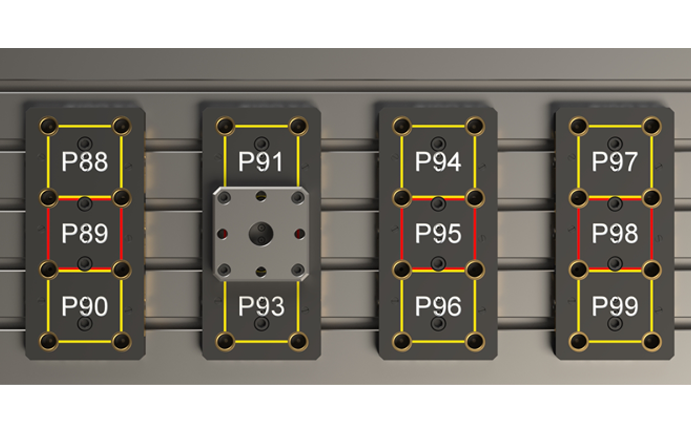
加载主托盘。
加载主托盘。
将主托盘 (RL96-MP) 安装在中心位置 (P89, P92, P95, P98) 以指示平直。 一旦对准并指示平直,用扭矩安装螺栓将板固定到工作台上。
对于每个位置,安装主托盘,并为每个零点偏移位置用测头或指示器设置 X 和 Y 轴。
对于每个位置,安装主托盘,并为每个零点偏移位置用测头或指示器设置 X 和 Y 轴。
[ 3 ]
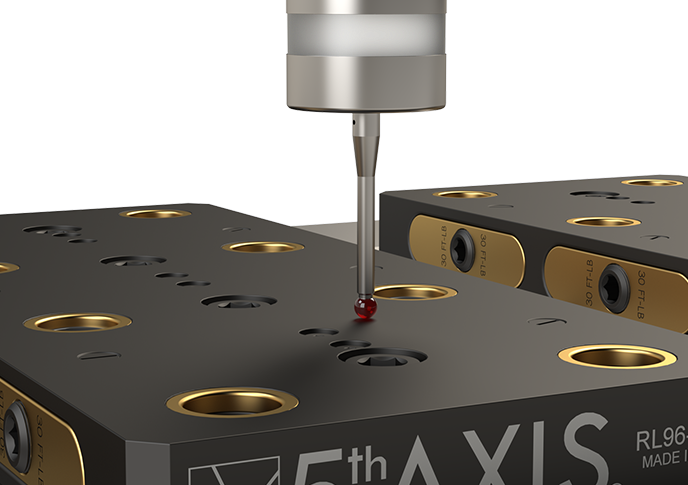
零件零位设置。
零件零位设置。
对于所有 Z 高度零点偏移,零件零位设置为 Rocklock 3613S 基座的顶部安装表面。
[ 4 ]
简化编程。
简化编程。
X、Y 和 Z 轴偏移已建立并保存。 建立主测量位置后,新作业的编程就变得轻而易举。
[ 5 ]
轻松交换工具。
轻松交换工具。
快速、准确地更换组合燕尾夹具。 借助 RockLock 系统,作业转换变成了一项简单的重复性劳动,从而可以节省时间和金钱。